

Control Estadístico de la Calidad con Minitab
Índice del Artículo
Calidad de los Procesos
El objetivo de estas técnicas de calidad/capacidad de SixSigma es el de tener un proceso de producción estable y uniforme que proporcione el menor número posible de defectos (para servicios es errores, en bienes es defectos), con el objetivo de supervisar, controlar y mejorar el proceso de producción.
Para poder llevar a cabo un control estadístico de la calidad de los procesos,se requiere, en primer lugar, una medición de los valores de una variable continua (numérica), con unos límites de especificación fijados por el cliente (LI y LS), o determinados por nuestra línea de producción, por ejemplo, del diámetro de una determinada pieza.
Los 2 parámetros fundamentales en Control estadístico de la calidad de los procesos:
CP: indicador de capacidad potencial del proceso, que resulta de dividir el ancho de las especificaciones, esto es, la variación de la tolerancia, entre la amplitud de la variación natural del proceso. Depende de que la campana de Gauss, se encuentre en mayor o menor medida dentro de los límites de nuestras especificaciones, inferior o superior, de los valores de nuestra variable en estudio. Entre 1 y 1,33 se puede considerar un proceso parcialmente adecuado, más de 1,33, un proceso adecuado (convenio).
CPK: indicador de capacidad real de un proceso, ajuste del índice CP para tener en cuenta el centrado del proceso. Mayor que 1,25, parece indicar un proceso con capacidad satisfactoria, para procesos nuevos mayor de 1,45 (convenio).

GRÁFICOS DE CONTROL
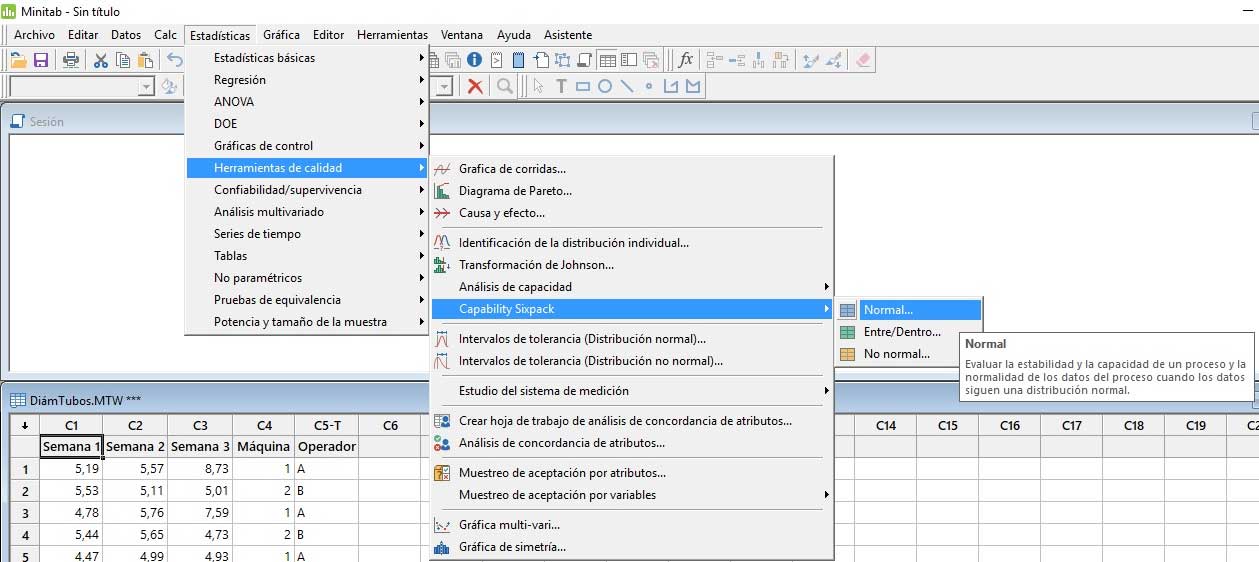
En la barra de menú ‘Asistente’ se encuentra el cuadro de los diferentes tipos de gráfico de control en función del tamaño de la submuestra (fundamental en este tipo de análisis estadístico) y si la variable en estudio, es del tipo cuantitativa numérica continua (valores) o categórica nominal (atributos).

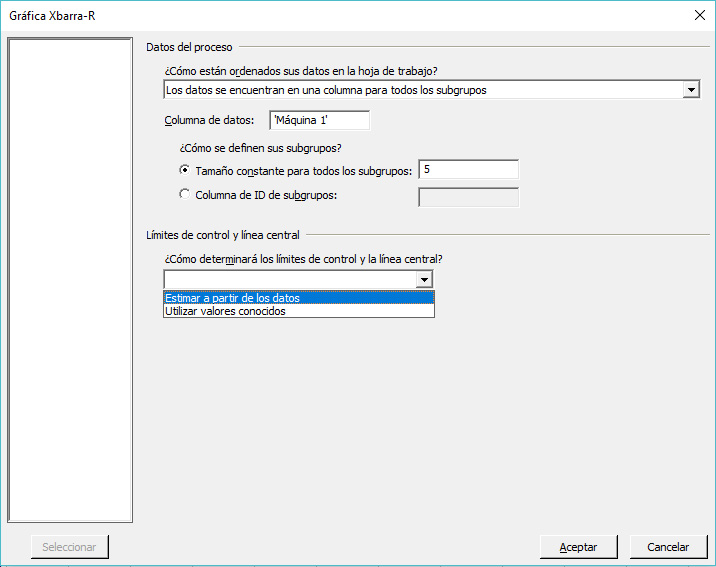
Al tratarse de submuestras de tamaño 5 en nuestro ejemplo, se selecciona (hacer clic) en la Gráfica Xbarra-R, los límites de control se estiman si es la primera vez:

El Gráfico de Estabilidad de la izquierda nos proporciona una perspectiva de cuan estable es nuestro proceso en cuanto a la media, una de las principales hipótesis a contrastar en nuestro análisis estadístico de Calidad. Los puntos en rojo, fuera de nuestros límites de control (por arriba o abajo), pueden servirnos como de un ‘warning’, llamada de atención de que el proceso se está descentrando. Todo esto sería extrapolable al Gráfico de Rangos de la derecha.
MODELO DE REGRESIÓN CON 2 FACTORES
En qué medida los 2 Factores por separado y su interacción influyen en la variable dependiente continua, una vez se cumplen los supuestos de partida del modelo de ajuste, esto es, el de Normalidad (Test A-D) en los errores y Homocedasticidad, o lo que es lo mismo, homogeneidad entre las varianzas, con la prueba de esfericidad de Bartlett.
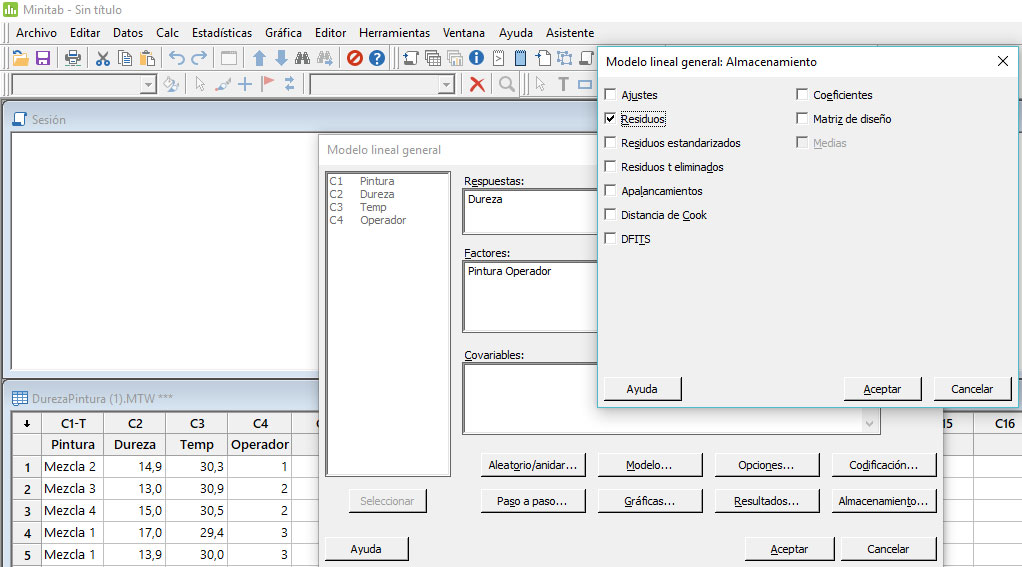
Supuesto de partida de Normalidad de los residuos:
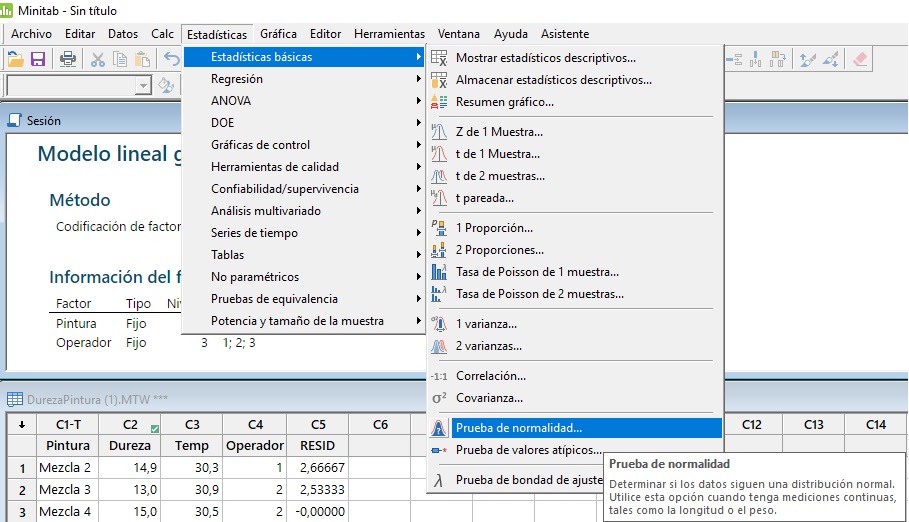
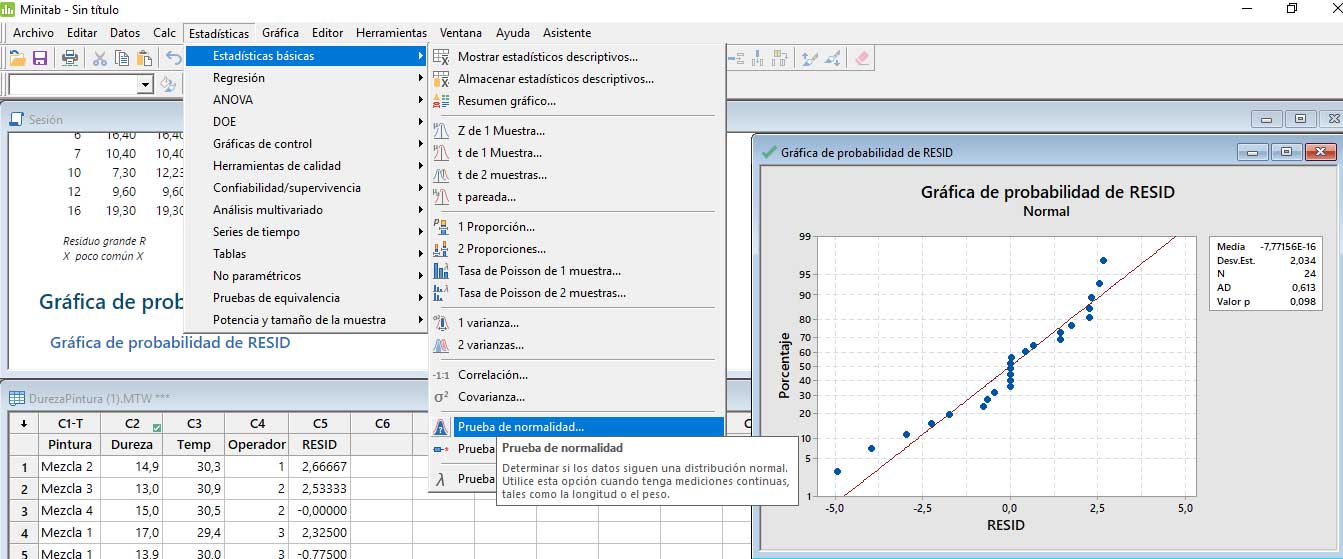
Como el p-valor asociado al estadístico de Anderson-Darling es mayor que 0,05, se cumple el supuesto de partida del modelo de normalidad en los errores. Para tener más certeza estadística aún del cumplimiento de este supuesto, sería conveniente comprobarlo con el contraste de normalidad de Kolmogorov-Smirnov.
estamatica@gmail.com