

Estudio de capacidad del proceso sin Normalidad en Minitab

Índice del Artículo
TEST DE NORMALIDAD

Como el p-valor asociado al estadístico de contrataste de normalidad es menor de 0,05 (5%), se rechaza la hipótesis de normalidad en la distribución de la variable en estudio para la capacidad del proceso.
IDENTIFICAR LA DISTRIBUCIÓN DE PROBABILIDAD
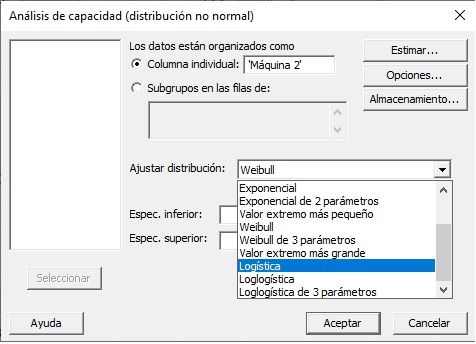
Una vez se detecta que los datos no se distribuyen normalmente, se trata de ver a qué distribución en concreto se asemejan más los datos, a través del p-valor mayor de 0,05, o lo que es lo mismo, el valor de probabilidad que no sea estadísticamente significativo:


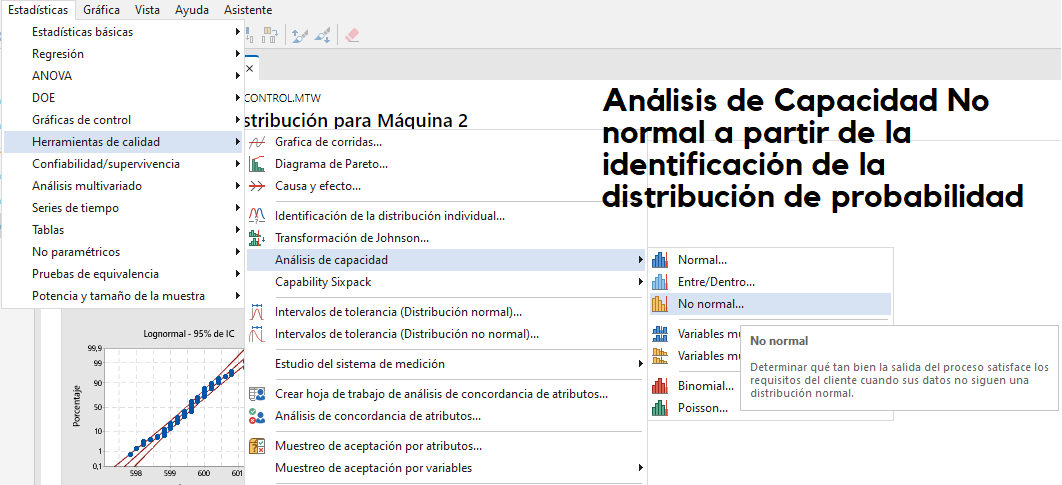
ANÁLISIS DE CAPACIDAD NO NORMAL
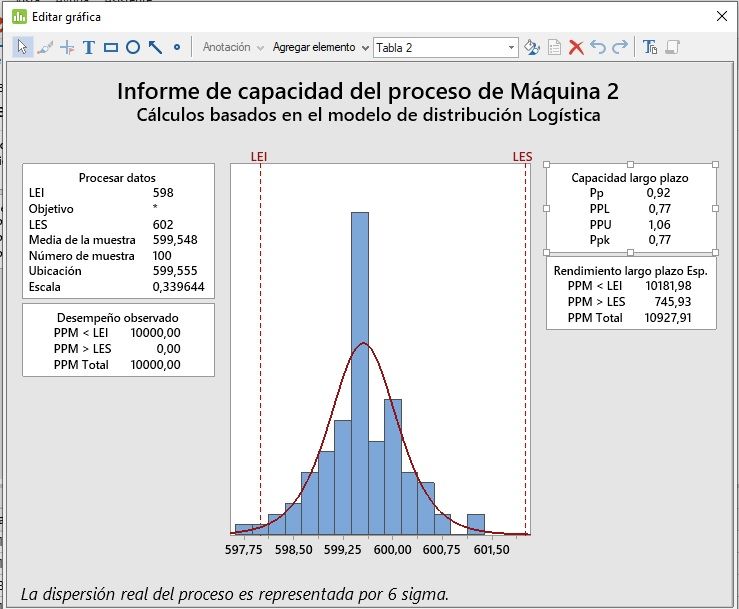
Los valores de capacidad no son excesivamente buenos, al no ser superiores al valor 1,25 o 1,33, según con los límites de capacidad con los que se trabaje en concreto en nuestro proceso.
ANÁLISIS DE CAPACIDAD NORMAL CON TRANSFORMACIONES
A partir de determinar como lo más conveniente una transformación de la normal en una Box-Cox o una transformación de Johnson, se lleva a cabo el consiguiente análisis de capacidad del proceso con cualesquiera de estas 2 transformaciones:

TRANSFORMACIÓN DE JOHNSON

TRANSFORMACIÓN DE BOX-COX

El análisis de capacidad con transformación de Box-Cox, está cercano a valores en los que el proceso es ‘capaz’ (Pp=1,08 cercano a 1,25).