


CONTROL ESTADÍSTICO DE PROCESOS CON MINITAB. DIAGNÓSTICO DE LOS PROCESOS
Se trata de poner en conocimiento alguna de las herramientas de MINITAB para diagnóstico de los procesos y así determinar si en el periodo de estudio, se encuentran bajo control estadístico o no, dentro de la metodología Seis-Sigma. Lo importante es determinar si existen causas especiales que están eliminando el comportamiento aleatorio y están sesgando la función de distribución de nuestra variable en estudio, y determinar la situación en el desempeño del proceso en relación a la capacidad del mismo, o por el contrario, en el proceso solo intervienen variaciones naturales, también denominadas causas comunes o debidas a la aleatoriedad.
Índice del Artículo
GRÁFICO DE CORRIDAS PARA ALEATORIEDAD. ANÁLISIS DE CAPACIDAD Y DESEMPEÑO.
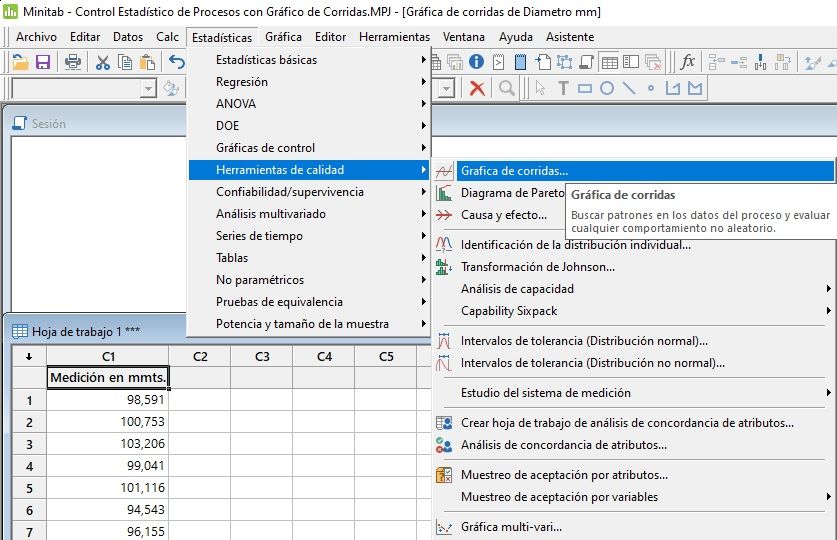
Lo que se trata es de determinar si hay variaciones en las causas especiales para este proceso específico y determinar si está dentro o fuera de control estadístico.
CAUSAS ESPECIALES DE SESGO EN LA DISTRIBUCIÓN (P-VALORES)
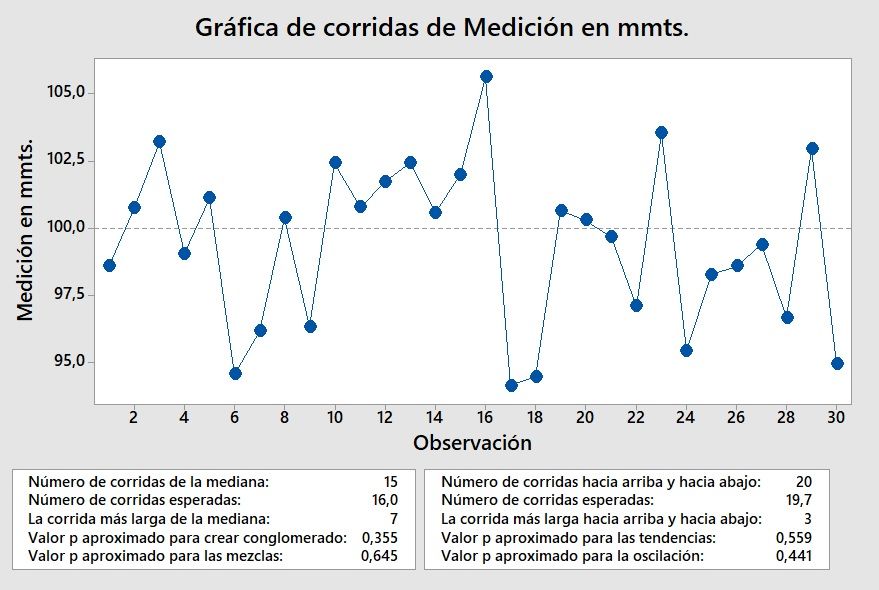
- CONGLOMERADOS (observaciones juntas arriba o debajo de la línea mediana de referencia)
Ho: No se está presentando variación en conglomerados. (p-valor >0,05).
‘Decir que si el valor P para conglomerados es superior a 0,05 es lo mismo que decir que no se está presentando variación en esta causa especial, de lo contrario estaríamos diciendo que se está presentando un sesgo de errores de muestreo. (ejemplo: supongamos que el encargado del equipo de tomar las muestras para el diámetro de las piezas, lo realiza en 2 turnos diferentes y resulta que el patrón de uno de esos turnos es muy diferente al patrón del otro turno, de esta manera se presentaría sesgo en la información por problemas de muestreo estadístico’.
- MEZCLAS (ausencia de observaciones sobre la mediana de la distribución)
Ho: No hay variación en mezclas. (p-valor >0,05).
El que fuera estadísticamente significativo puede ser como consecuencia de 2 o más procesos que están interactuando entre sí
- TENDENCIAS (comportamiento inverso al errático): gráficamente se puede representar como una sucesión de muchas observaciones ya sea en sentido ascendente o descendente.
Ho: No existe variación en la causa especial tendencia. (p-valor >0,05). Las posibles variaciones representarías causas comunes inherentes al proceso.
De lo contrario, podría se una causa especial generada por herramientas desgastadas, maquinarias que están calibradas pero no están siguiendo sus patrones de configuración, turnos de trabajo con diferentes desempeños cuando hay la rotación del personal, etc. Un ejemplo sería el que se va a hacer la medición de calidad para un refrigerador de alimentos, y se afirma que estaría calibrado para mantener los alimentos a 5ºC, cuando resulta que esta máquina presenta ciertos defectos, y la tendencia es a no refrigerar lo suficiente, por lo cual la temperatura iría subiendo gradualmente hacia el límite de control superior, lo que representaría un patrón de tendencia ascendente.
- OSCILACIÓN
Ho: No existe variación en la causa especial oscilación. (p-valor >0,05).
Puntos en la gráfica que suben y bajan de manera errante, un p-valor significativo podría inducir problemas en el calibrado de los aparatos o en el desempeño de los operarios.
GRÁFICAS DE CONTROL ESTADÍSTICO DE PROCESOS
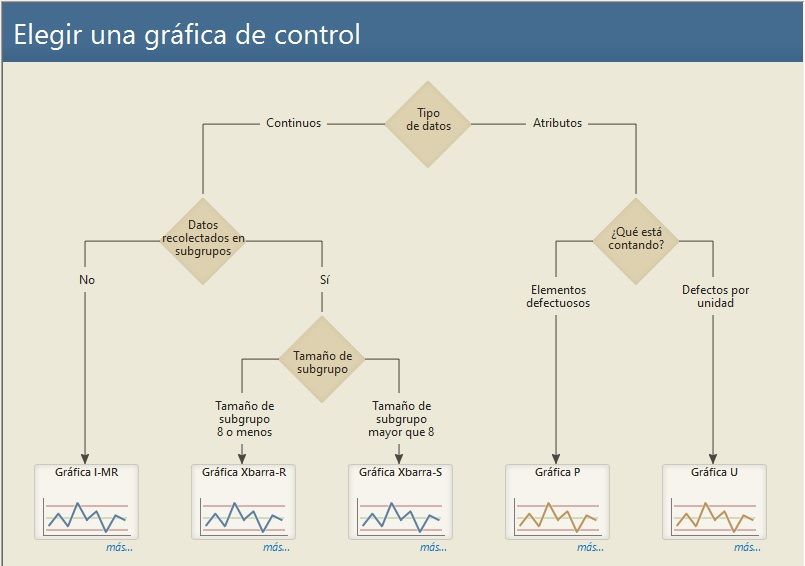
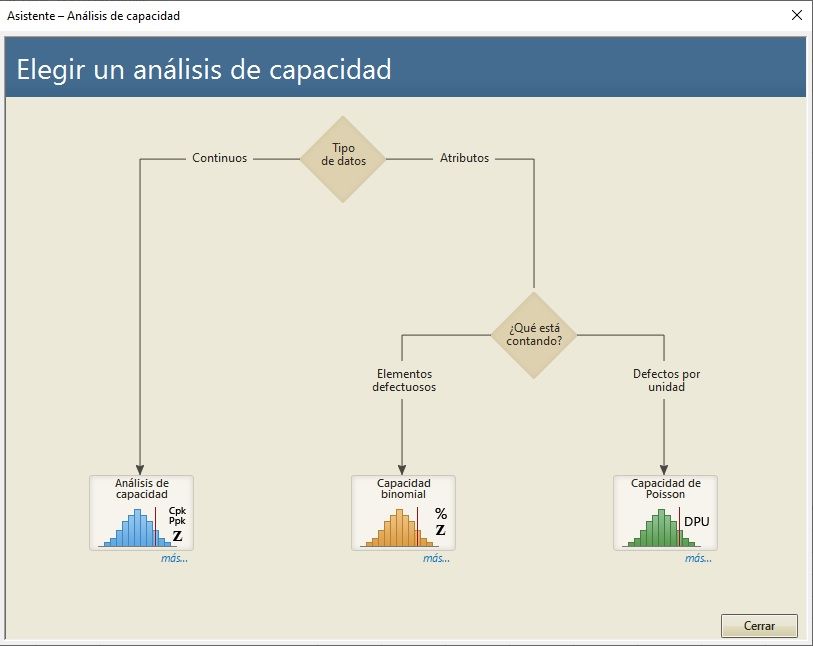
VÍA ASISTENTE DE MINITAB: A partir de la idea del ‘seis-sigma’, se trata de medir una característica de interés, desde un punto de vista de calidad, con la finalidad de supervisar, controlar y mejorar, con el objetivo de tener un proceso de producción estable, que produzca el menor número posible de defectos.
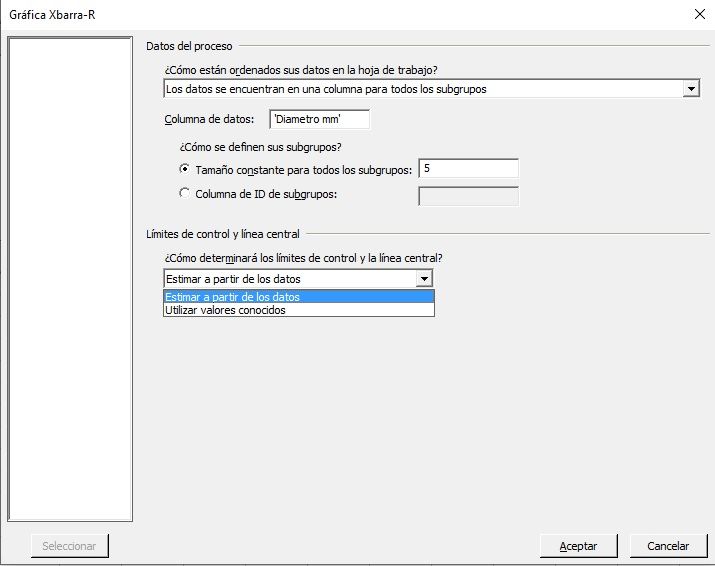
Si se conocen los límites de control, en función de que el proceso esté dentro de control estadístico o no, o si se cree conveniente estimarlos a partir de los valores, pues por ejemplo, es la primera vez que se lleva a cabo.

VÍA COMANDOS DE MENÚ DE MINITAB:
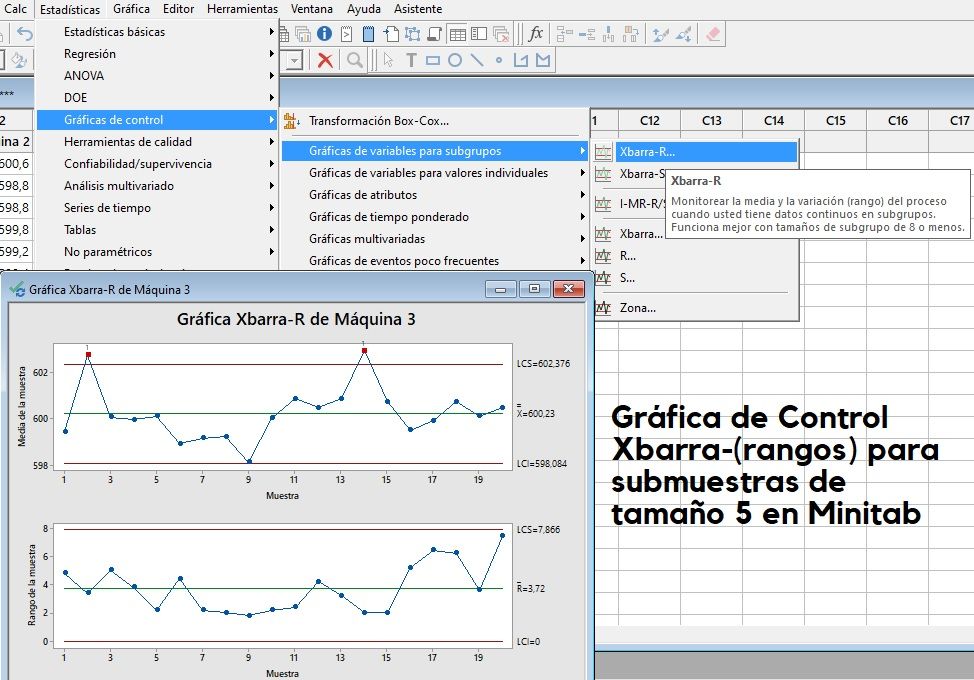
El primer gráfico es un gráfico al momento de media de cada grupo (submuestra), centrado en 600,23 (luego el proceso se encuentra dentro de los límites de especificación-control), el segundo es un gráfico de rangos, que también tiene unos límites de control. Además de estar descentrado el gráfico de medias para 2 submuestras (en rojo), el de rangos esta fuera de rango en media, que es de +/- 2, por lo que no existe una variabilidad adecuada. Las conclusiones se llevan a cabo a partir de los 2 gráficos de manera conjunta. En resumen pueden suceder 2 cosas, que el proceso esté descentrado (gráfico de medias), o que tengamos demasiada variabilidad (gráfico de rangos).
Un error típico en el departamento de calidad suele ser el de confundir la tolerancia (o límites de especificación), con los límites de control (¡ojo!).
Resumen: El proceso es inestable y descentrado en función de que algún valor se salga de los Límites de Control Superior o Inferior en el gráfico de medias (¡ALARMA!), y el gráfico de rangos debería de estar dentro de nuestros Límites de Especificación en el diferencial, de lo contrario habría un exceso de variabilidad en nuestros proceso (¡ALARMA!). Los 2 gráficos se interpretan/analizan conjuntamente. Todo esto se realiza ¡AL MOMENTO!, para poder reaccionar al instante, casi nunca a posteriori.
CAPACIDAD DE PROCESOS
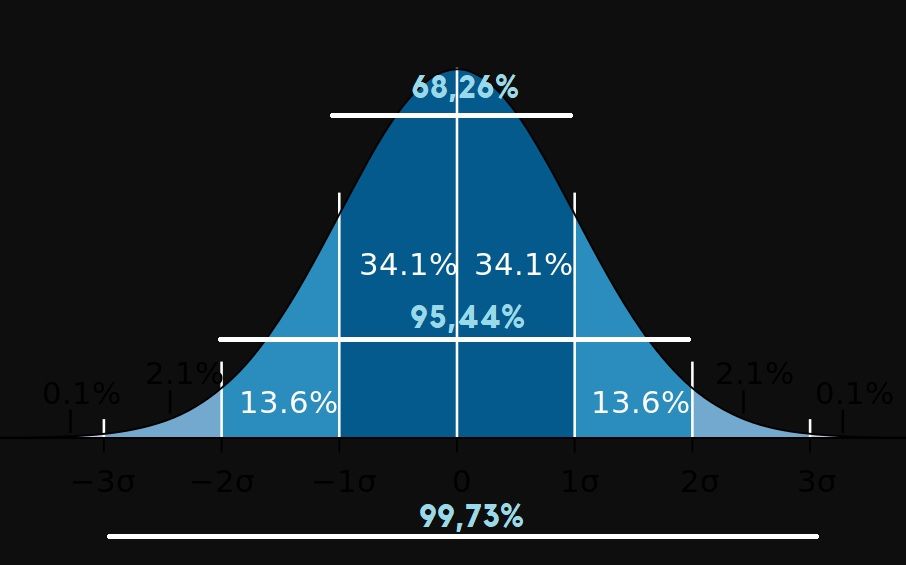
Los supuestos previos de partida son estabilidad del proceso (a partir de los gráficos de control del apartado anterior) y normalidad de los datos. Para comprender la variabilidad natural de un proceso y el concepto de capacidad, se parte de la base que un proceso no siempre puede cumplir con unas especificaciones determinadas. Hay que tener en cuenta en primer lugar la variabilidad o dispersión del proceso, los límites de especificación del mismo, la capacidad del propio proceso, y por último los índices de capacidad. Cada vez que se repite un proceso hay ligeras variaciones en las distintas actividades realizadas, que a su vez van a generar variabilidad en los resultados. El mismo se encuentra bajo control estadístico (criterio seis-sigma), cuando la variabilidad se debe exclusivamente a causas comunes o variaciones naturales, cuya función de distribución viene representada en la imagen.
Es muy importante que la variabilidad de nuestro proceso no supere los límites de especificación, ya que todo lo que sea estar fuera de esos límites, representa un defecto
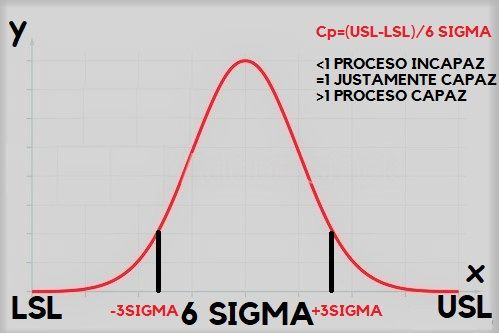
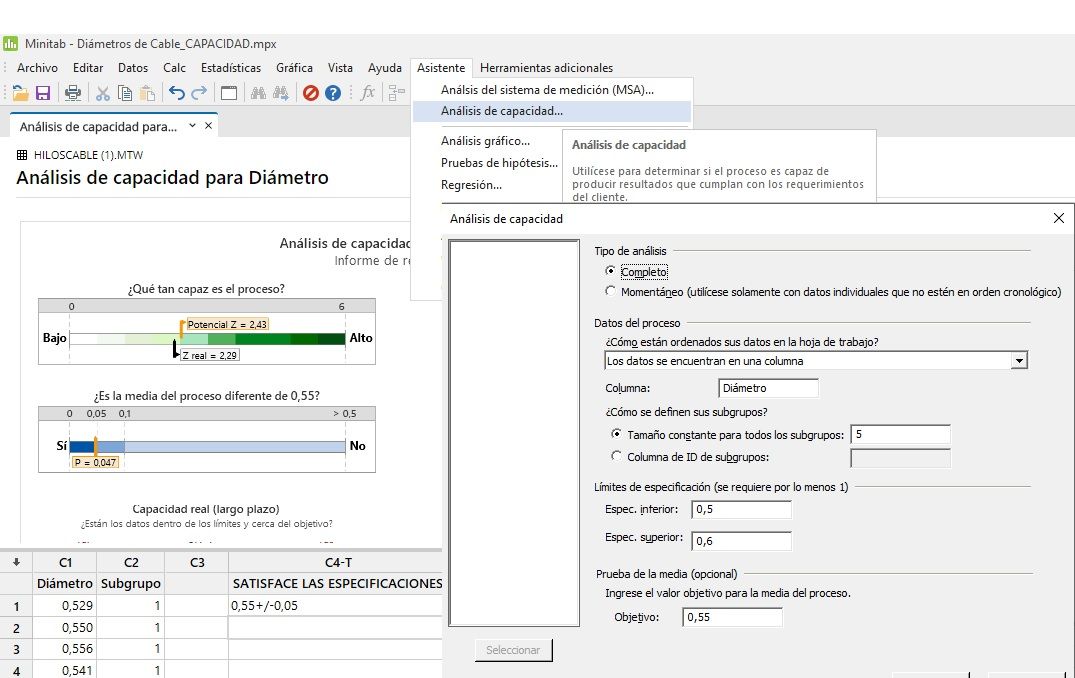
Los límites de especificación de un producto, superior (USL) e inferior (LSL), se fijan de manera voluntaria por el cliente, por el propio fabricante, de una manera consensuada, o por una norma preestablecida. Pueden ser bilaterales o unilaterales (superior o inferior). Un límite de especificación superior podría ser por ejemplo un límite en el nivel de ruido aceptable, o límite de especificación inferior podría ser una resistencia característica mínima a cumplir por el hormigón, o el frío en una máquina de refrigeración. Dentro del proceso de producción, nada se considera tan importante como asegurarse con antelación que los procesos podrán cumplir con las especificaciones y requisitos del diseño. Los índices de capacidad (Cp y Cpk), pretenden cuantificar esa medida de la potencialidad de los procesos, lo ideal es tener un proceso que está centrado y es capaz porque cumple con las especificaciones, contra otro descentrado, o un proceso incapaz que aunque está centrado, tiene tanta variabilidad que no va a poder cumplir con las especificaciones fijadas. Los objetivos de los estudios de capacidad son, entre otros, predecir hasta qué punto el proceso podrá cumplir con las tolerancias o elegir de entre distintos procesos, cuál es el más adecuado a la hora de planificar la producción.
Se define la capacidad potencial (Cp) como la diferencia entre el límite superior (Upper) de tolerancia y el límite inferior (Lower), dividido entre 6 sigma (esto es la norma de 6 veces la desviación típica, las distancia entre -3 sigma y +3 sigma), de forma que si es inferior a la unidad, el proceso no se considera capaz, si es igual a 1 el proceso es justamente capaz, y si es mayor que 1 el proceso no es capaz. Relativo al problema de proceso descentrado, se debe definir una capacidad real (Cpk), que será el mínimo de la distancia que existe entre el límite superior y la media partido por tres sigma, y la diferencia entre la media y el límite inferior, partido por 3Sigma. Si ese mínimo es <1, se concluye con que el proceso no es capaz, si es =1 el proceso es justamente capaz, y si es <1 se trata de un proceso descentrado, que realmente no es capaz.
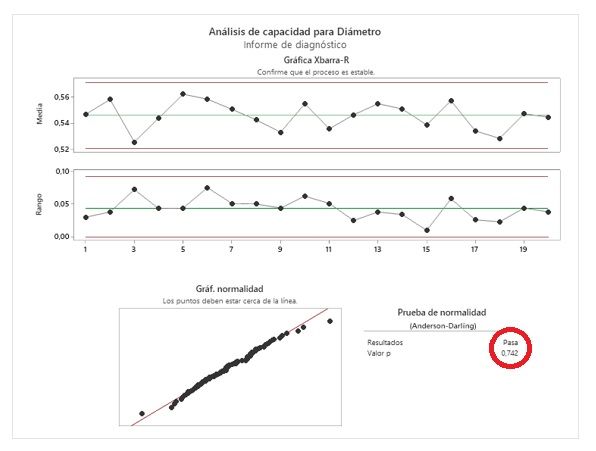
Se cumplen efectivamente los supuestos de partida de estabilidad a partir de los gráficos de control y de normalidad a partir del valor del estadístico de Anderson-Darling mayor de 0,05.
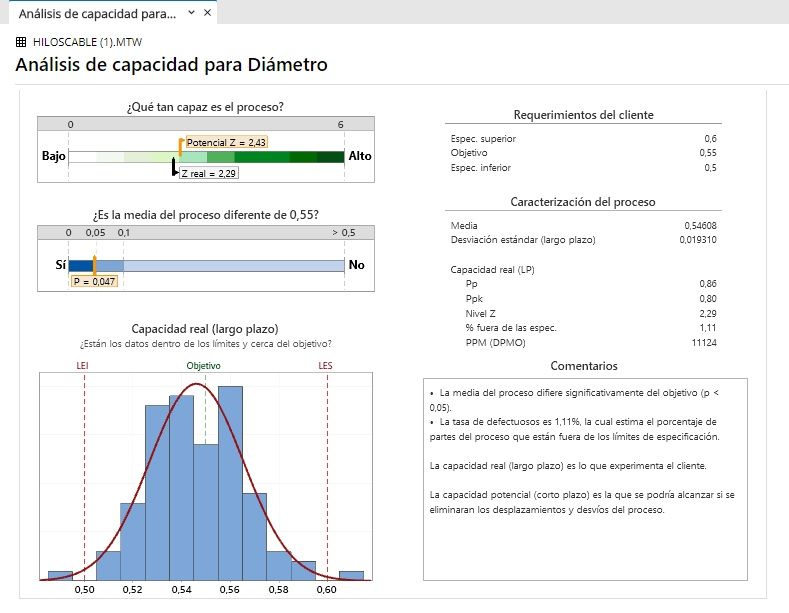
Trabajando con los índices del caso real, en el caso de que el Pp es mayor de 1 (si es mayor de 1,25 se habla de proceso con capacidad satisfactoria), se puede concluir con que el proceso es ‘capaz’, es decir, se puede fabricar/construir dentro de nuestros parámetros de tolerancia (límite de especificación), mientras que el Ppk mayor que 1, es el que nos habla de que estamos haciendo las cosas bien, dentro de los parámetros de capacidad del proceso de producción. Si el Ppk es menor o igual que el Pp, el proceso está descentrado. En la práctica en las empresas, el Ppk de lanzamiento suele ser de 1,67, y el de producción de 1,33, pero no se trata de un valor estandard prefijado.
SI NO SE CUMPLE EL SUPUESTO DE NORMALIDAD
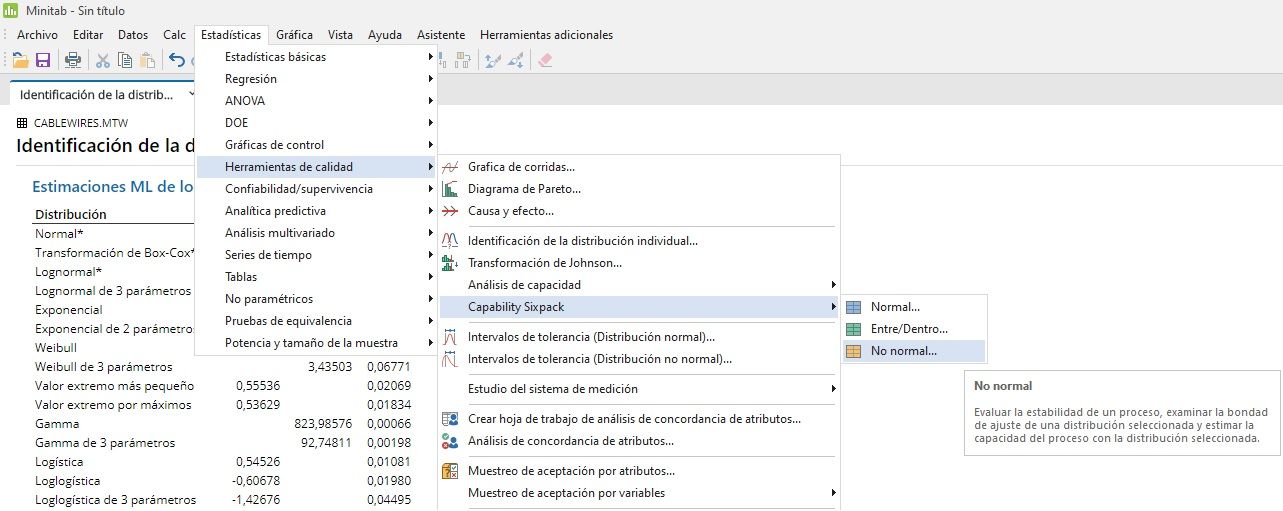
Capacidad del proceso cuando no se cumple el supuesto de partida previo de normalidad: